G код - набор строк поочередно читаемых программой управления станком, некий файл текстового формата, где каждая строка кода называется кадром.
В нашем случае станки плазменной резки управляются Mach3 (система чпу управление), в неё загружается G-код (программа обработки) в качестве осмысленных команд управления осевых перемещений.
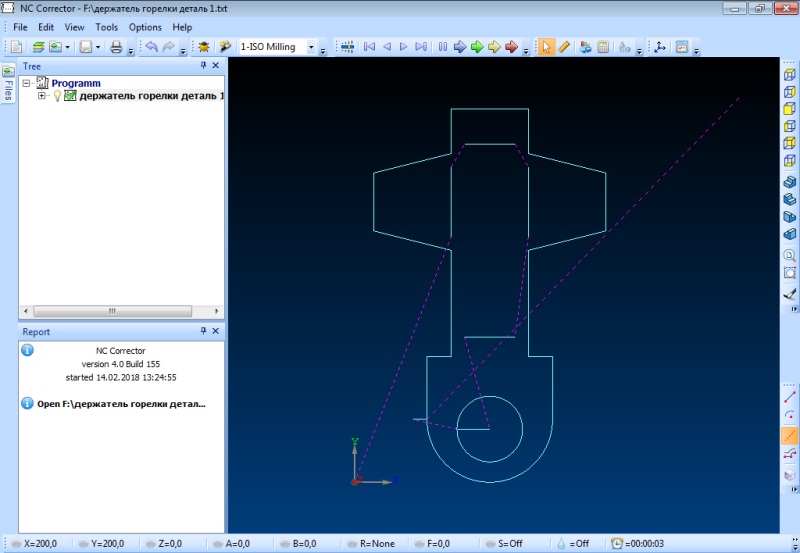
Программирование команд перемещения лично я делаю вручную в NC_Corrector хоть это конечно и медленно, но в нашей работе изготовление деталей не требует срочности, упростить и ускорить процесс создания сложных чертежей в несколько раз помогут программы построения чертежей.
А вот так выглядит G код через редактор визуализатор программ NC Corrector:
Как видите все понятно и логично, уж точно каждый сможет создать что то несложное от руки в обычном блокноте Windows, а лучше и проще подготовить чертёж для плазмы ЧПУ узнать как и с помощью чего.
Приводим примеры G кода деталей:
в приведённых примерах все строки прокомментированы для наглядности и понимания.
(в данных примерах я описал зависимость соотношений с применением
плазмотрона CS50 под управлением Сварог CUT 40B: сила тока, скорость подачи, время на прожиг, качество воздуха, у всех эти параметры настроек разные и подбираются каждым индивидуально в зависимости от толщины металла
опытным путём)
G-код данной детали
открыть/скрыть

(40А толщина 5мм скорость F630, время на прожиг 200 - эти настройки заложены в Mach3)
%
G00 X50 Y127 (холостое перемещение к началу первого реза)
M3 (выполнение макроса опускание и включение плазмотрона)
G01 X50 Y163 (положительное направление движения и рез относительно оси Y)
M5 (выполнение макроса выключение и поднятие плазмотрона)
G00 X57 Y175 (холостое перемещение)
M4 (выполнение макроса опускание и включение плазмотрона)
G01 X83 Y175 (положительное направление движения и рез относительно оси X)
M5 (выполнение макроса выключение и поднятие плазмотрона)
G00 X90 Y163 (холостое перемещение)
M4 (выполнение макроса опускание и включение плазмотрона)
G01 X90 Y127 (отрицательное направление движения и рез относительно оси Y)
M5 (выполнение макроса выключение и поднятие плазмотрона)
G00 X83 Y75 (холостое перемещение)
M4 (выполнение макроса опускание и включение плазмотрона)
G01 X57 Y75 (отрицательное направление движения и рез относительно оси X)
M5 (выполнение макроса выключение и поднятие плазмотрона)
G00 X70 Y27.5 (холостое перемещение к началу врезки и реза окружности)
M4 (выполнение макроса опускание и включение плазмотрона)
G01 X53 Y27.5 (отрицательное направление движения и рез относительно оси X)
G02 I17 (направление движения и рез круга по радиусу по часовой стрелке)
M5 (выполнение макроса выключение и поднятие плазмотрона)
G00 X30 Y32.5 (холостое перемещение)
M4 (выполнение макроса опускание и включение плазмотрона)
(остальная часть кода - резка контура по часовой стрелке)
G01 X37.5 Y32.5
G01 X37.5 Y65
G01 X50 Y65
G01 X50 Y120
G01 X10 Y130
G01 X10 Y160
G01 X50 Y170
G01 X50 Y193
G01 X90 Y193
G01 X90 Y170
G01 X130 Y160
G01 X130 Y130
G01 X90 Y120
G01 X90 Y65
G01 X102.5 Y65
G01 X102.5 Y32.5
G02 x37.5 y32.5 r32.5
M5 (выполнение макроса выключение и поднятие плазмотрона)
G00 X300 Y300 (отвод плазмотрона в сторону от детали, холостое перемещение)
M30 (конец программы)
%
Каждый может рассчитывать на помощь с моей стороны в разъяснении построения программ (G кода чертежей деталей), оперативности не гарантирую всё зависит от наличия свободного времени и желания на момент просьбы в оказании услуги. Нам это не сложно!

 Связаться
Связаться Наша деятельность
Наша деятельность